















 1364 / 1378
1364 / 1378

1364
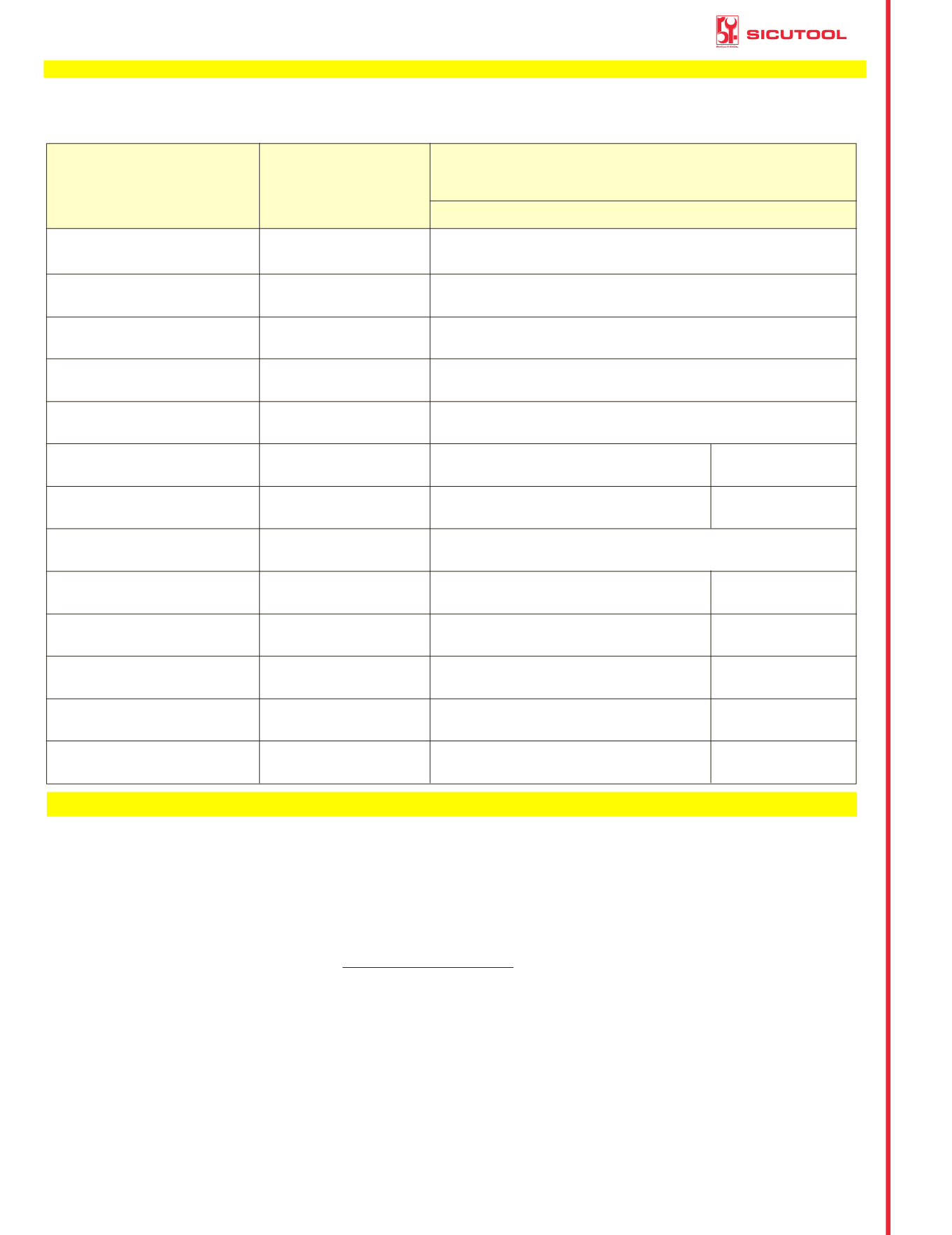
VELOCITA’ DI TAGLIO, AVANZAMENTI, NUMERO DEI GIRI PER ALESATORI
Tabella N. 43/b
Materiale
Velocità di taglio = v
Avanzamento = s
Numero dei giri = n
Ø alesatore
mm
5
8 10 15 20 25 30 40 50
con placchette riportate in metallo duro
Valori indicativi consigliabili per lavorazioni
10 ÷ 15
0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
796 498 398 266 198 159 133 100 80
8 ÷ 12
0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
636 398 318 212 158 127 106 80 64
6 ÷ 10
0,12 0,15 0,15 0,18 0,2 0,2 0,25 0,3 0,4
510 318 254 170 127 120 85 64 51
8 ÷ 12
0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
636 398 318 212 158 127 106 80 64
6 ÷ 10
0,12 0,15 0,15 0,18 0,2 0,2 0,25 0,3 0,4
510 318 254 170 127 102 85 64 51
8 ÷ 12
10÷15
0,2 0,26 0,3 0,35 0,4 0,4 0,45 0,5 0,6
636 398 318 212 158 127 133 100 80
6 ÷10
8÷12
0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
510 318 254 170 127 102 106 80 64
8 ÷ 12
0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
636 398 318 212 158 127 106 80 64
20 ÷ 30
25 ÷ 40
0,3 0,36 0,4 0,45 0,5 0,5 0,55 0,6 0,7
1592 995 796 531 398 318 345 259 207
15÷25
20 ÷ 30
0,2 0,26 0,3 0,35 0,4 0,4 0,45 0,5 0,6
1272 798 637 425 318 255 265 199 159
15 ÷ 25
20 ÷ 30
0,2 0,26 0,3 0,35 0,4 0,4 0,45 0,5 0,6
1272 798 637 425 318 255 265 199 159
15 ÷ 25
20 ÷ 30
0,2 0,26 0,3 0,35 0,4 0,4 0,45 0,5 0,6
1272 798 637 425 318 255 265 199 159
15 ÷ 25
20 ÷ 30
0,3 0,36 0,4 0,45 0,5 0,5 0,55 0,6 0,7
1272 798 637 425 318 255 265 199 159
Acciaio fino a 700 N/mm
2
Acciaio da 700 a 1000 N/mm
2
Acciaio da 1000 a 1400 N/mm
2
Acciaio fuso da 400 a 500 N/mm
2
Acciaio fuso da 500 a 700 N/mm
2
Ghisa grigia fino a 200 HB
Ghisa grigia, oltre 200 HB
Ghisa malleabile
Rame
Ottone, ottone rosso
Fusioni di bronzo
Metalli leggeri
Materiali sintetici
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
v = m/min.
s = mm/giro
n = giri/min.
DIMENSIONI:
Si misurano sulla sezione perpendicolare all’asse di avvitamento.
DIAMETRO:
Il diametro esterno corrisponde al diametro nominale della vite e viene misurato sulla cresta del filetto della vite.
DIAMETRO DEL NOCCIOLO:
Viene misurato sul fondo del filetto della vite.
PASSO:
Nella filettatura è la distanza parallela all’asse di avvitamento tra due creste consecutive.
NUMERO DEI FILETTI:
Numero di filetti per pollice (1” = mm 25,4).
Numero filetti =
25,4 mm
Passo in mm
ANGOLO DEL FILETTO:
Misurato in gradi, è l’angolo di cresta individuata da due fianchi contigui del filetto.
CRESTA:
Superficie passante per la sommità del filetto congiungente due fianchi.
FIANCO:
Superficie congiungente le creste al fondo.
FONDO:
Superficie passante per il fondo del filetto congiungente due fianchi.
ANGOLO DELL’ELICA:
Angolo individuato dall’elica del filetto intersecato da un piano perpendicolare all’asse di avvitamento.
PASSO DELL’ELICA:
Spostamento del filetto misurato sull’asse dopo un giro completo.
FILETTO SEMPLICE:
Passo dell’elica = Passo del filetto.
FILETTO A DUE PRINCIPI:
Passo dell’elica = 2 volte passo del filetto.
FILETTO A TRE PRINCIPI:
Passo dell’elica = 3 volte passo del filetto.
FILETTO A QUATTRO PRINCIPI:
Passo dell’elica = 4 volte passo del filetto.
FILETTO CILINDRICO:
Filetto con diametro costante per tutta la lunghezza della filettatura.
FILETTO CONICO:
Filetto con crescita costante del diametro sulla lunghezza della filettatura.
NOMENCLATURA DELLA FILETTATURA
Tabella N. 44